Die Untersuchungen von Wierig, Bornemann und Hüskens zeigten, dass nahezu alle Faktoren wie Wasser, Zement, Gesteinskörnung und Rüttelenergie Auswirkungen auf die Gründruckfestigkeit haben.
Da diese, wie in Kap. 2.3.2 beschrieben, aus echter und kapillarer Kohäsion sowie dem Strukturwiderstand besteht, muss jede Veränderung bei der Zusammensetzung oder Verdichtung des Betons auch einen Effekt auf einen oder mehrere der Gründruckkomponenten sowie deren Gewichtung ausüben.
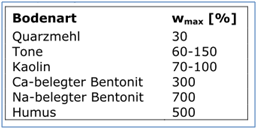
Die Erkenntnisse von Bornemann, deren zu Folge Kapillarität keinen Einfluss auf die Gründruckfestigkeit hat, sind kontrovers zu betrachten. Auch seine Begründung darüber, dass die Viskosität der Zementleime keinen kohäsiven Einfluss ausüben kann, da die gemessene Viskosität zu gering sei. Wenn kohäsive Effekte vorhanden sind, dann müssen sie zwangsläufig aus der Interaktion der Zementpartikel mit ihrer Umgebung, d.h. sich selber oder anderen Partikeln kommen, da die Zementpartikel die kleinsten Bestandteile sind und Kohäsion erst bei geringen Korngrößen wirksam werden kann. Auch weist Bornemann an anderer Stelle darauf hin, dass erdfeuchte Betone hohe innere Reibungswinkel und hohe Kohäsionskräfte aufweisen, was im Widerspruch zu seiner Aussage steht, dass geringe Viskosität ein Beleg für fehlende Kohäsion sei.In der bodenmechanischen Literatur ist beschrieben, dass bei vollkommener Sättigung wie auch bei vollständiger Austrocknung keine Kapillarkräfte vorhanden sind [51]. Hinzu kommt, dass die eingesetzten Materialien ein Wasseraufnahmevermögen besitzen, siehe Tabelle 4 für Quarzmehl.
Tabelle 4: Durchschnittliches Wasseraufnahmvermögen von Böden und künstlichen Gemischen in M.-% [58]
Daher wird auch Kalksteinmehl, das in seiner Struktur aufgrund der ursprünglichen, sedimentären Entstehungsgeschichte des Kalksteines im Allgemeinen poröser und weniger dicht ist als Quarz, eine Feuchte aufnehmen können, die sich womöglich im Zuge einer Rücktrockung nicht vollständig austreiben lässt. Auch bei Flugasche handelt es sich nicht um einen Stoff, der durchgehend homogen ist und bei dem auch nicht alle Partikeloberflächen glasig überzogen sind. Auch dabei existieren ungünstig geformte Partikel wie Hohlkugeln und Bereiche, bei denen Partikel keine glasig gesinterte Oberfläche besitzen, folglich auch Wasser aufnehmen können. Der Glasgehalt liegt nach Splittgerber [54] bei ca. 60 -80 M.-%.
Ein verfahrenstechnisches Beispiel für die Wirkung kapillarer Haftkräfte ist die Anfeuchtung von Flugasche bei einem Hersteller in Werne [55], der so die Staubemission beim Einlagern im Winter drastisch reduziert. Wenn die Flugasche sich nicht anfeuchten lassen würde, d.h. an den Oberflächen kein Wasser adsorptiv gebunden werden könnte, wäre diese Verfahrenstechnik nicht durchführbar. Auch ist es ein Beleg dafür, dass die Kräfte zwischen den Partikeln nicht dann am größten sind, wenn keine Feuchtigkeit mehr vorhanden ist. Ansonsten würde Flugasche im trockenen Zustand weniger stauben als im feuchten und die Vorgänge der Anfeuchtung und späteren, energieintensiven Rücktrocknung wären unnötig. Im Zuge der großtechnischen Rücktrocknungsanlage werden die groben Bestandteile der Flugasche in einer Hammermühle gebrochen. Dabei geht es nicht darum, eine insgesamt feinere Flugasche herzustellen, sondern die Agglomerate, die durch das Befeuchten und Rücktrocknen entstanden sind, zu zerkleinern [56].
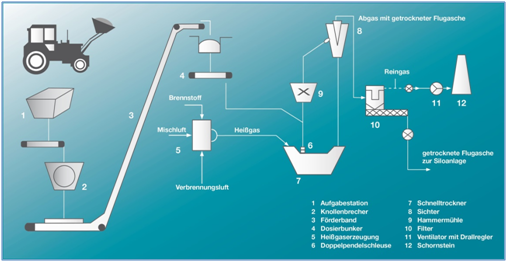
Abbildung 38: Verfahrensschema zur Trocknung von angefeuchteter Flugasche, Nr. 9: Hammermühle [56]
Ebenso könnten bedingt durch die hohen Saugspannungen weiterhin punktförmige kapillare Bindungen in den Kontaktpunkten verbleiben. Auch wird es im Zuge der Trocknung dazu kommen, dass die Partikel durch die kleiner werdenden Menisken aneinander gepresst werden und sich Oberflächenunebenheiten verformen, wodurch sich die Effekte der echten Kohäsion, die auf Van-der Waal-Kräfte usw. beruhen, weiter verstärken.
Eine weitere mögliche Ursache für die hohen Haftkräfte in ausgetrocknetem Zustand kann in der Belegung der Flugaschepartikel mit Kalkrückständen aus der trockenen Rauchgasreinigung liegen [57]. Dabei wird Kalkhydrat als Sorptionsmittel eingesetzt, um aus dem Abgasstrom insbesondere Schwefeldioxid durch die chemische Bindung mit Kalk zu entfernen. Dabei liegt das stöchiometrische Verhältnis, das das Verhältnis zu noch reaktivem Kalk in der Filterasche zu der Gesamtmenge des eingedüsten Kalks beschreibt, bei zwei bis drei. Das bedeutet, dass weniger als die Hälfte des eingesetzten Kalks in der Zeit zwischen Eindüsung und Herausfiltern reagieren kann. Der Rest bleibt an den Aschepartikeln haften.
Wenn sich an dem überprüften Leim aus Flugasche und Wasser durch Rücktrocknung Restbestandteile der Kalkrückstände in den Kontaktpunkten der Flugaschepartikel sammeln, könnten dadurch Verfestigungseffekte auftreten.
Wenn die Erkenntnis richtig ist, dass die Gründruckfestigkeit im trockenen Zustand größer ist als im feuchten, dann könnten ebenso trockene Gemische der verwendeten Stoffe eingebaut werden, die dann eine ebenso große Gründruckfestigkeit erzielen würden.
Da die Klärung dieser Fragestellung von großem Interesse ist, werden im Versuchsprogramm auch Zugversuche mit trockenen, verdichteten Feinstoffen durchgeführt werden.
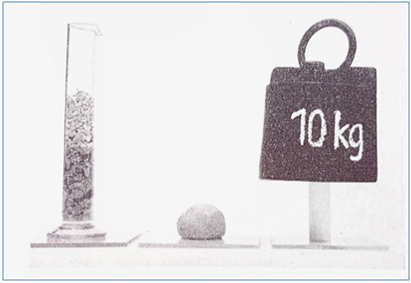
Abbildung 39: Druckfestigkeit von feuchtem Quarzsand und Wasser (jeweils 100g Quarzsand und20ml Wasser, links) Mitte: Wasser und Quarzsand in Zementfeinheit gemahlen als plastischeMasse, rechts: Wasser und Quarzsand mit 20.000 cm2/g Oberfläche als fester Körper [72]
In Abbildung 39rechts ist erkennbar, dass fein aufgemahlener Quarzsand, der eine extrem hohe Oberfläche hat, unter Zugabe von Wasser eine erhebliche Festigkeit ausbildet. Dabei ist der auf die Partikeloberfläche bezogene Wassergehalt im Bild rechts ca. fünfmal niedriger im Vergleich zur plastischen Masse in Bildmitte. Es ist jedoch nicht zu erwarten, dass bei einer absoluten Verringerung der Wasserzugabe bzw. ganz ohne Wasserzugabe noch höhere Festigkeiten des trockenen Quarzsandes erreicht werden können. Dieser Fall würde bedeuten, dass eine erhebliche echte Kohäsion vorliegen würde, was nach Bornemann jedoch auch nicht als wesentliche Ursache der Gründruckfestigkeit angesehen wird.Eher ist davon auszugehen, dass der überwiegende Wasseranteil adsorptiv an die Partikel gebunden ist. In diesen adsorptiven Bereichen, die im Wesentlichen durch die innere Oberfläche bestimmt werden,herrschen Spannungen von etwa 5.000 N/cm2 vor [17]. Dadurch haften die Partikel mit einem hohen Druck aneinander.
Zum Vergleich dieser Spannung dient in der Bodenkunde der permanente Welkepunkt. Der permanente Welkepunkt ist der Punkt, an dem die Saugspannungen einer Pflanze nicht mehr ausreichen, um Wasser in ihre Kapillarsysteme einzusaugen aus dem Boden. Das Wasser ist durch Adhäsionskräfte so stark gebunden, dass Pflanzen es nicht mehr daraus lösen können. Es dringtLuft in die Kanäle der Pflanze ein und sie wird welk. Dieser Punkt liegt bereits bei einer relativ niedrigen Saugspannung von 150 N/cm2.
Wenn durch Rücktrocknung eines feuchten Partikelgemisches mit zunehmendem Trocknungsgrad höhere Kräfte gemessen werden, dann handelt es sich um Verfestigungen, die aufgrund von Deformationen der Partikel und durch ein Aneinandersaugen durch die starken kapillaren Unterdrücke während der Trocknungsphase entstehen. Ein ähnlicher Effekt ist in dem Lufttrocknen von Lehmen oder Tonen vorzufinden, wodurch sogar Trockenziegel entstehen, die in manchen Gegenden zum Hausbau verwendet werden.

Abbildung 40: Zusammenhang zwischen Sättigungsgrad SR, Reibungswinkel und Kohäsion am Beispiel von Tonsteinen nach Bönsch [58]
Am Beispiel von Tonsteinen zeigt sich, dass sowohl der Reibungswinkel als auch die Kohäsion unabhängig vom Verwitterungsgrad durch einen höheren Sättigungsgrad reduziert werden [58] (Abbildung 40). Eine Veränderung des Wassergehaltes wirkt sich auf die Festigkeit der Tonsteinaggregate aus, da die Qualität des Zusammenhalts der feinkörnigen Partikel beeinflusst wird. Die Änderung der Festigkeitsparameter Reibungswinkel und Kohäsion ist im Bereich niedriger Sättigungsgrade, das heißt hoher Saugspannungen, wesentlich deutlicher als auf höherem Sättigungsniveau. Je geringer der Sättigungsgrad im Scherversuch, umso höher sind Reibungswinkel und Kohäsion [58]. Auch bei kompletter Austrocknung, d.h. 0% Sättigung, liegen die Werte zum Teil über denen höherer Sättigungsgrade.
An dieser Stelle ist zu erwähnen, dass sich die oben beschriebenen Ergebnisse der durchgeführten, grundlegenden Versuche zum grünen Beton [20] lediglich für eine qualitative Abschätzung der wesentlichen Beziehungen und Einflußfaktoren auf die Gründruckfestigkeit eignen, da bei den Untersuchungen nicht alle wesentlichen Größen konstant gehalten wurden.
So wurde Zement aus unterschiedlichen Lieferungen verwendet und es traten, bedingt durch die unterschiedlichen Grade der Verdichtung, z.T. erhebliche Abweichungen zwischen den Soll- und Istzusammensetzungen der Betone auf.
Die in Kap. 2.3.3 beschriebene theoretische Herleitung geht von stark vereinfachten Annahmen aus.So wird ein Bezug von der theoretischen Zugkraft des Zwickelwassers, welche die Grundlage für die kapillare Kohäsion ist, mit dem mittleren Korndurchmesser des verwendeten Zementes hergestellt. Gegen dieses Vorgehen spricht, dass der Zement aufgrund seiner Korngröße auch für das Auftreten echter Kohäsion verantwortlich ist.
Für die Berechnung der Haftkräfte werden gleichgroße Partikel angenommen, deren Durchmesser aus dem Blainewert des Zementes als mittlerer Durchmesser berechnet wird.Außerdem berücksichtigt der rechnerische Ansatz von Wierig lediglich Haftkräfte aufgrund der Wasserbrücken zwischen den Partikeln. Haftkräfte, die zur echten Kohäsion zählen wie van der Waals Kräfte, wurden nicht berücksichtigt.
Die Grünzugfestigkeit wurde bei Wierig nur am Rande in insgesamt drei Versuchen betrachtet. Gründe lagen in dem damals recht aufwändigen Versuchsaufbau sowie darin, dass der Grünzugfestigkeit keine weitere Bedeutung beigemessen wurde.
Einflüsse des Verformungsverhaltens auf die Höhe der Gründruckfestigkeit blieben bei der Optimierung von Bornemann, die sich sehr stark auf die Packungsdichte und den Wasser Feinstoffwert fokussierte, außer Betracht. Jedoch hatte, wie Abbildung 15 zeigte, bereits Wierig festgestellt, dass deutliche Unterschiede im Verformungsverhalten, d.h.der Stauchung bestehen, bevor die maximale Gründruckfestigkeit erreicht wird.
Beide Verfahren der Probenvorbereitung, das Rüttelproctorvefahren bei Bornemann und der IC-Test bei Hüskens haben als Nachteil eine relativ lange Zeit bis zum Ende der Verdichtung. So benötigt der Rüttelproctor bis zu 15 Minuten, bevor eine Probe soweit verdichtet ist, dass keine weitere Zunahme mehr erfolgt, im Falle des IC Tests sind es 2,5 Minuten.Diese Verdichtungszeiten liegen deutlich über den sehr kurzen Verdichtungs und Verarbeitungszeiten von nur wenigen Sekunden bei kleinformatigen Betonteilen. Vor allem werden sich innerhalb von 15 Minuten bereits deutlich mehr Hydratationsprodukte bilden als es bei 2,5 Minuten oder gar nur wenigen Sekunden der Fall ist. Diese wiederum werden sich auf die Haftkräfte und den Reibungs- und Verdrehungswiderstand auswirken. Auch wird von Hüskens die höhere Auflast des IC Tests als positiv bewertete, da sie zu höheren Packungsdichten führt. Die Verdichtungszeiten bei Wierig variierten zwischen 30 Sekunden und 5 Minuten und wurden entsprechend gut rückverfolgbar angegeben
Insgesamt zeigen die bisherigen Arbeiten auf dem Gebiet der erdfeuchten Betone, dass unterschiedliche Auffassungen über die maßgebenden kraftübetragenden Mechanismen bestehen. Das Kraft Verformungsverhalten wurde nur am Rande und als Druckspannungs Stauchungs Verhalten untersucht. Grundlegende Erkenntnisse über die Wirkungsweise der Kraftübetragung zwischen Partikeln und ihre Auswirkungen auf die Grünzugfestigkeit und auf das Verformungsverhalten liegen bislang nicht vor.